A Falha Invisível: Por Que os Corpos de Prova de Compósitos Exigem um Tipo de Precisão Mais Profundo
Jun 06, 2026

O Sabotador Silencioso nos Seus Dados de Ensaio
Uma técnica de laboratório pesa um pó termoplástico recém-sintetizado com a atenção de um farmacêutico. As fibras de reforço estão perfeitamente dispersas. A formulação é impecável. Então ela prensa a amostra, a fresia em formato de corpo de prova para ensaio de tração e a instala para o teste.
A curva não parece correta. Não de forma drástica — apenas alguns pontos percentuais abaixo da resistência à ruptura esperada, um pouco mais de dispersão entre cinco corpos de prova supostamente idênticos. A maioria dos pesquisadores culparia a não homogeneidade do material. Poucos suspeitariam dos três segundos de resfriamento não controlado que criaram um gradiente de cristalinidade dentro do corpo de prova. Os dados não mediram o material: mediram o artefato da moldagem.
Esta é a crise silenciosa na preparação de corpos de prova de compósitos. Gastamos milhões em espectrômetros e microscópios eletrônicos, mas muitas vezes confiamos a etapa mais delicada — transformar pó ou pré-impregnado em um corpo de prova isento de vazios e dimensionalmente exato — a equipamentos projetados para uma era mais simples.
A Psicologia do Processo: Por Que Subestimamos a Moldagem
Os seres humanos acreditam intuitivamente que "calor mais pressão igual a um bloco sólido". Essa crença é perigosa. Ela confunde a presença de temperatura e força com a coreografia precisa de temperatura e força.
Uma prensa quente de placas para laboratório não é um ferro de waffle modificado. É um instrumento reológico disfarçado. Sua verdadeira função é gerenciar a evolução da viscosidade da matriz polimérica através de três fases interdependentes — pré-aquecimento, manutenção da pressão e resfriamento controlado — para que cada fibra seja umedecida, toda bolha seja eliminada e cada domínio cristalino seja formado sob regras deliberadas.
Quando essa coreografia falha, a falha costuma ser invisível. Uma fração de vazio de 2% não altera a cor do corpo de prova. Apenas reduz em 15% a vida útil à fadiga. E esse é o tipo de erro mais perigoso: um viés sistemático que você não consegue ver, mas que corrompe silenciosamente todas as conclusões que você tira.
O Nexo Térmico-Pressão
Calor Não É Apenas Energia
Em temperaturas que variam de 150°C a 185°C, a matriz polimérica passa por uma transformação profunda. Suas longas cadeias ganham mobilidade suficiente para deslizar umas sobre as outras. A viscosidade cai em ordens de magnitude. Nessa janela térmica estreita, o material consegue preencher cantos microscópicos do molde e umedecer profundamente as fibras de reforço.
Mas todo polímero tem um orçamento térmico. Se for excedido, a quebra de cadeia começa. A matriz degrada antes mesmo de chegar à máquina de ensaio. Uma prensa quente precisa respeita esse orçamento com aquecimento de placa uniforme e controlado por PID — sem pontos quentes, sem suposições.
Pressão como Ferramenta de Extração de Vazios
Aplique uma pressão de 20 MPa a 45 MPa, e algo notável acontece: o ar aprisionado e os subprodutos voláteis começam a se dissolver no fundido ou migrar ao longo das interfaces até escaparem da borda do molde. O material passa de uma coleção de partículas separadas para uma estrutura monolítica contínua e densa.
Com pressão insuficiente, as microbolhas permanecem como concentradores de tensão. Com pressão excessiva, você pode esmagar reforços quebradiços ou forçar a extrusão da matriz para fora do molde. O "ponto ideal" é estreito, só é repetível com sistemas hidráulicos calibrados e controle de força preciso.
O Enigma do Resfriamento
A maioria das discussões em laboratório se concentra no aquecimento. Mas a taxa de resfriamento define a microestrutura final. Se resfriar muito rápido, você congela cadeias amorfas em um estado instável, gerando tensões residuais internas. Se resfriar muito devagar, você pode ultrapassar o limite e obter uma cristalinidade esferulítica grande, alterando a rigidez e o comportamento ao impacto.
Um resfriamento uniforme por toda a superfície da placa — geralmente obtido por circuitos internos de água ou resfriamento a ar com rampa precisa — garante que todos os corpos de prova de um lote cristalizem sob a mesma história térmica. Caso contrário, você estará comparando flocos de neve, não amostras padronizadas.
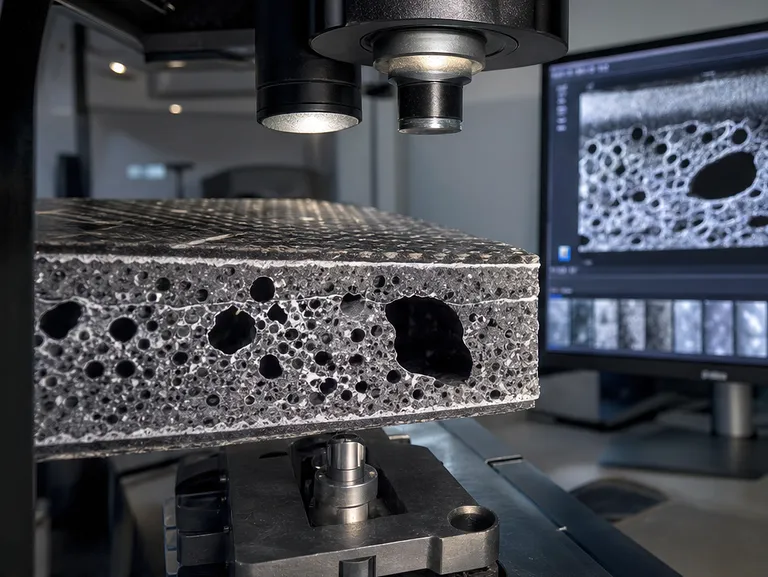
Como Os Defeitos Se Escondem À Vista de Todos
Corpos de prova de compósitos podem parecer perfeitos a olho nu e ainda estar profundamente comprometidos.
- Vazios subsuperficiais: Só visíveis após o corte da seção transversal. Eles reduzem a resistência ao cisalhamento interlaminar em até 20%, mas não deixam nenhum traço na superfície.
- Gradientes de densidade: Variações de densidade entre a borda e o centro podem desviar em menos de 1%, mas alteram os locais de iniciação da fratura, tornando os modos de falha imprevisíveis.
- Micro-rugosidade superficial: Quando as placas não são polidas até a flatidez micronível, o deslizamento da garra durante o ensaio de tração introduz artefatos que são atribuídos à rigidez do material.
- Empenamento por tensão residual: Um corpo de prova que enrola ligeiramente após a desmoldagem já armazenou energia elástica. Ele se comportará diferentemente sob carga do que um corpo de prova livre de tensões, mesmo que ambos venham do mesmo lote.
Esses não são problemas do material. São problemas de moldagem disfarçados de problemas do material. E eles erodem a commodity mais preciosa na pesquisa: a confiança.
As Três Fases Que Definem a Verdade de Um Corpo de Prova
Um ciclo de prensagem a quente bem executado se desenrola em três atos deliberados.
Fase 1: Pré-aquecimento e Permeabilidade ao Gás O pacote do molde é levado até a temperatura alvo com pressão inicial mínima, permitindo que o material amoleça e que quaisquer bolsas de ar grandes escapem antes do início da compactação completa. Um ciclo curto de "respiração" — liberação momentânea de pressão — pode purgar ainda mais os voláteis.
Fase 2: Compactação Completa Sob Pressão de Manutenção Quando a matriz atinge a temperatura de fluxo, a alta pressão é aplicada e mantida. Este é o momento da densificação. O tempo de manutenção deve ser longo o suficiente para que as cadeias poliméricas penetrem os feixes de fibras e o gás residual se dissolva, mas não tão longo que a degradação comece. Para algumas matrizes, apenas 30 segundos extras de tempo de manutenção podem reduzir o peso molecular abaixo da especificação.
Fase 3: Solidificação Controlada A pressão é mantida enquanto o resfriamento começa. À medida que a matriz solidifica, seu volume diminui. Manter a pressão durante essa contração evita a delaminação e garante que o corpo de prova mantenha suas dimensões moldadas. A taxa de resfriamento — seja natural, ar forçado ou água — determina a cristalinidade final e o perfil de tensão residual.
Uma prensa quente de placas para laboratório que gerencia essas fases com precisão digital oferece não apenas corpos de prova, mas rastreabilidade do processo. Você sabe exatamente o que cada amostra passou. Essa é a base da ciência reproduzível.
Quando Bons Materiais Dão Errado
| Fator de Risco | Consequência Oculta | Como a Moldagem de Precisão Previne |
|---|---|---|
| Temperatura Desuniforme da Placa | Viscosidade do fundido inconsistente ao longo da chapa; defeitos de borda em alguns corpos de prova | Zonas de aquecimento múltiplas controladas por PID com monitoramento ativo da placa |
| Sobressalto de Pressão | Quebra de fibras, especialmente em pré-impregnados unidirecionais | Controle servo hidráulico de malha fechada com rampas programáveis |
| Resfriamento Prematuro | Formação de "casca" superficial antes da compactação completa; porosidade interna | Perfis sincronizados de temperatura e pressão que mantêm o estado fundido até a conclusão da compactação |
| Espessura Irregular | Dimensões fora de especificação conforme normas ASTM/ISO; invalida a comparação entre lotes | Placas paralelas retificadas com precisão com espaçadores de espessura opcionais |
| Variação de Vulcanização/Cura | Densidade de reticulação inconsistente em matrizes elastoméricas | Perfis programáveis de cura em múltiplas etapas com registro de dados em tempo real |
A tabela não é teórica. Na pesquisa com compósitos de borracha e escória, um desvio de 3°C durante a vulcanização pode alterar o módulo de elasticidade em 8%. Em nanocompósitos termoplásticos, uma diferença de pressão de 1 MPa altera o alinhamento planar de cargas de nitreto de boro, modificando a condutividade térmica através do plano em uma quantidade mensurável. Precisão não é um luxo; é a diferença entre sinal e ruído.
A Solução Abaixo da Placa

Quando você fica em frente a uma prensa quente moderna de laboratório, o que vê é aço e hidráulica. O que você ganha é um motor de decisão para controle de microestrutura.
Prensas modernas integram câmaras de vácuo para extrair os voláteis antes que eles se tornem bolhas aprisionadas, curvas programáveis de força e deslocamento que evitam a compactação excessiva e resfriamento rápido a água que congela o estado cristalino desejado em todo um lote. As melhores não apenas fornecem calor e pressão — elas impõem um protocolo termomecânico tão reproduzível quanto um método padrão de laboratório.
É aqui que o equipamento realmente se torna um parceiro na pesquisa. Em nossa divisão de laboratório especializada, oferecemos soluções completas de preparação de amostras construídas especificamente para a ciência de materiais. Nossa linha de prensas hidráulicas inclui prensas de laboratório padrão, prensas para pastilhas de XRF, prensas quentes com capacidade de vácuo para moldagem sem vazios e prensas isostáticas frias e quentes para geometrias complexas de compactação de pós. Esses sistemas compartilham uma filosofia de projeto comum: entregar a precisão que você precisa para confiar completamente nos seus corpos de prova.
Além da prensa, um fluxo de trabalho de preparação verdadeiramente integrado também considera as etapas a montante. O tamanho e a forma das partículas influenciam diretamente como os pós se compactam e fluem sob calor. É por isso que nosso equipamento complementar — moinhos de bolas planetários, moinhos de jato, moedores criogênicos com nitrogênio líquido e peneiradoras vibratórias — ajuda você a controlar toda a cadeia desde o pó bruto até o corpo de prova final. Um pó homogêneo e bem caracterizado, prensado sob controle térmico perfeito, gera dados que você pode defender.
O Romantismo do Engenheiro

Há uma beleza silenciosa em ver uma pilha caótica de pó se transformar em uma chapa brilhante, plana e estruturalmente perfeita sob a coreografia suave e invisível de temperatura e força. As cadeias poliméricas que antes estavam emaranhadas e imóveis agora fluem, se alinham e se bloqueiam em uma ordem projetada. O ar que antes separava as partículas acabou, substituído por contato molecular em todas as interfaces.
Essa transformação não é mágica. É termodinâmica, mecânica dos fluidos e transferência de calor — disciplinas antigas o suficiente para parecerem românticas para qualquer pessoa que constrói coisas que não podem falhar. E os corpos de prova que saem de uma prensa quente cuidadosamente gerenciada não são meras amostras. Eles são a expressão física honesta do verdadeiro caráter de um material. Sem falhas ocultas. Sem desculpas. Apenas a confiança silenciosa de que o que você mede é o que você fez.
Quer você esteja projetando a próxima geração de compósitos termoplásticos para aeronaves, otimizando amortecedores elastoméricos ou desenvolvendo matrizes poliméricas de base biológica que exigem perfis térmicos mais suaves, seu processo de moldagem é a ponte entre a formulação e a verdade. Atravesse-a com cuidado.
Links rápidos
Produtos sugeridos
Prensadora de comprimidos pequena de 6 toneladas, equipamento de compressão de pó para laboratório, máquina de formação de comprimidosLeitura adicional
As Camadas Que Não Se Achavam: Por Que Nove Folhas de Cerâmica Exigem uma Prensa de Laboratório Que Pensa em Mícrons A Mecânica Oculta da Densidade: Como uma Prensa Simples Transforma Pó Frágil em Compósitos Inquebráveis A Janela Transparente: Como a Pressão e o Sal Engenham um Caminho de Luz Através de Paredes Antigas O Ponto de Ruptura: O Que Uma Prensa Hidráulica Revela Sobre o Concreto—e Nossos Próprios Vieses Do Pó aos Dados: Como as Prensas de Laboratório de Precisão Forjam a Verdade nos Testes de MineraisPowderPreparation
Last updated on May 15, 2026




